Как да работите с автоматична машина за заваряване
Търсенето на заваръчни полуавтоматични устройства на пазара на заваръчно оборудване продължава да расте всяка година. Това се дължи на очевидните им предимства: достъпна цена, широк спектър от режими на работа, лесна настройка и работа. Въпреки това, начинаещи майстор не винаги е в състояние да разбера как правилно да използвате полуавтоматично. Първото нещо, което трябва да знаете, е устройството и принципът на работа на уреда, както и основните препоръки за избор на тел за заваряване.
съдържание
Устройство и принцип на работа на полуавтоматичното устройство
Основната цел на полуавтоматичната машина за заваряване е дъгова заварка с използване на топилен електрод, който се раздува със защитен газ, Устройството се използва за свързване на нисколегирани и нисковъглеродни стомани, както на дълги, така и на периодични шевове.

Това оборудване е проектирано да работи в затворени, добре проветриви помещения при температури на въздуха от -10 ° C до + 40 ° C.
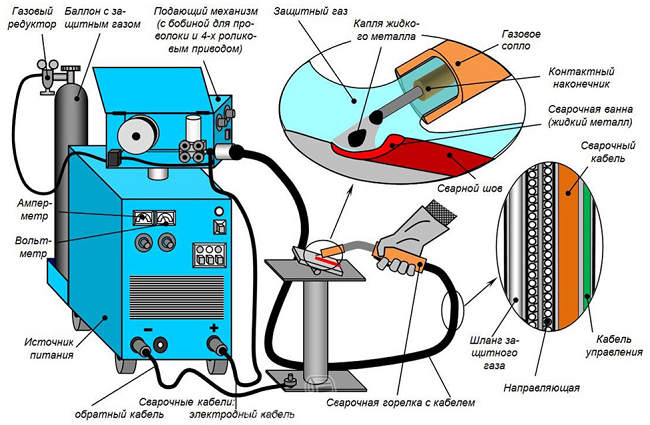
Полуавтоматичното устройство се състои от следните елементи:
- основно устройство, произвеждащо заваръчен ток с необходимия размер;
- захранващ кабел;
- заваръчна горелка с свързан кабел, през който минава захранващият проводник, газов маркуч, контролен проводник и водач за жичния електрод.
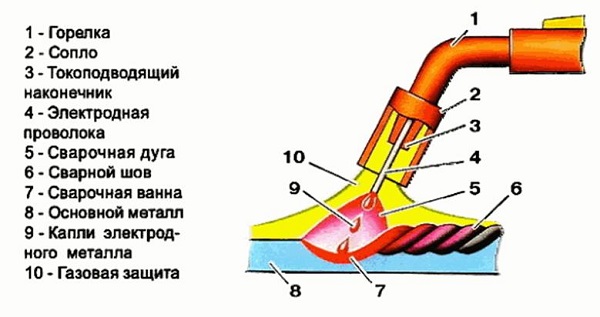
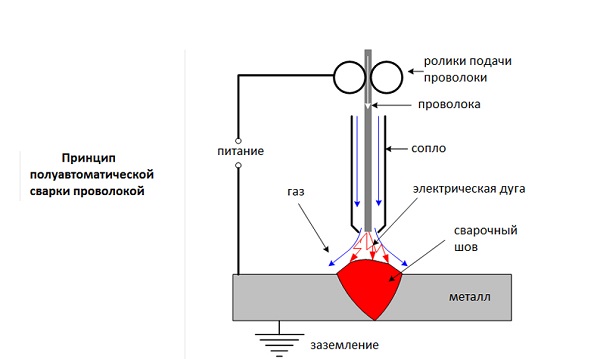
Принципът на действие на блока е както следва. С натискането на бутона за стартиране, намиращ се върху дръжката на горелката, започва подаването на електроден тел (4), токов и защитен газ през дюзата (2). Токът към проводника протича през проводящия връх (4). Когато дойде в контакт с основния метал, възниква електрическа дъга, която започва да стопи електрода. Капките на металния електрод, падащи върху основния метал (8), образуват шев (6). Същевременно заваръчната вана (7) е подложена на раздуване със защитен газ (10), който предотвратява навлизането на кислород и азот в атмосферния въздух.Благодарение на защитата на газа, заварката е издръжлива и с високо качество.
Работата на полуавтоматичното устройство е възможна без защитен газ. В този случай се използва електроден тел със специално прахово покритие. При високи температури покритието се изпарява и получените газове изпълняват защитна функция за заваръчния басейн.
Избор на електрода
Електродидният проводник е едно щракване, без което заваръчната машина няма да може да работи. Тя се обслужва с помощта на специален механизъм и изпълнява функцията на електрод.
За полуавтоматични има две групи материали за заваряване:
- твърда жица;
- електрически проводник.
Има повече от 76 типа на първия вариант, но по-често се използва само малка част от тях. Други видове оборудване са високо специализирани и се използват в производството. Основното нещо, което трябва да имате предвид при избора на тел, е видът метал, от който ще бъде заварена структурата. Най-често е необходимо да се заваряват нисковъглеродни и ниско легирани стомани, като се използват немедийно покритие и медно покритие.
Връзка с мед е най-популярен сред заварчиците поради антикорозионното покритие. Но не всеки знае, че по време на топенето на мед във въздуха се вредят изпаренията. Неметален кабел е по-безвредно и има антикорозионно покритие.
Също така се използва на полуавтоматични тръбопроводтова не изисква наличието на защитен газ по време на готвене. Електродният проводник има специална маркировка, например: CB 08G2S, Той се дешифрира както следва:
- SV - заварени проводници;
- 08 – означава, че масата на въглерода в състава на инструмента е 0,08%;
- G - това писмо означава манган, който е в състава на жицата;
- 2 - цифрата показва, че съдържанието на манган е 2%;
- C - това писмо показва наличието на силиций в оборудването, ако след писмото няма номер, то съдържа не повече от 1%.
Следва таблица, в която се декодират обозначенията на буквите на всички добавки, които образуват заваръчния тел.
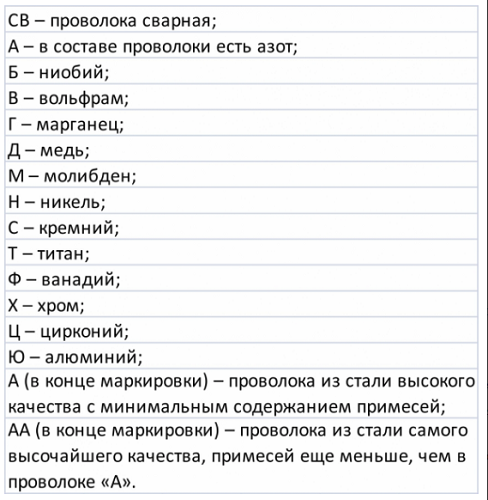
Например, с помощта на таблицата, може да се разчита маркировката CB-06Х21Н7БТ, което означава: заваръчната тел има 0.06% въглерод, 21% хром и никел - 7%; Тя е легирана с два метала, ниобий и титан.
За заваряване нисколегирани стомани (това е 90% от общия метал) се използва тел 08G2S с диаметър 0,6 мм. Може да се използва както в ежедневието, така и за ремонт на тялото. В допълнение, той може да се използва и за агрегати с ток до 500А. За заваряване на неръждаеми стомани използвайте тел марка Sv01H19N9. Алуминият и медът се вариха в аргонова среда, съответстваща на състава на проводника. Алуминият е варен с класове SV-97, CB-A85 и CB-AMTS. За заваряване на употребявани медни изделия от марки SV-97, CB-A85 и CB-AMTS.
Диаметърът на електрода е избран в зависимост от дебелината на заварения метал.
Полуавтоматични правила за заваряване
На първо място, когато започнете да работите с полуавтоматично устройство, частите, предназначени за свързване, трябва да бъдат добре почистени от боя и ръжда, Също така почистете мястото, към което ще се прикрепи клипа за масата.
Как да държите горелка
Можете да държите горелката с една ръка, но качеството на шева ще бъде по-добре, ако използвате и двете. Едната ръка служи като опора, докато другата държи горелката.

С този метод е по-лесно да се контролира от ъгъла и разстоянието на горелката от детайла и да извършват необходимите движения за формирането на качеството на заварените съединения. За да запазите ръцете си свободни, трябва използвайте заваръчна маскакойто е фиксиран върху главата.
Идеалният ъгъл, когато работи като полуавтоматичен, не съществува. Обикновено за свързване на заготовките, разположени в същата равнина, се използва наклонът на горелката (от вертикалното положение) при 15-20 градуса. Свързващи части, които са под ъгъл една спрямо друга, се използва наклон на фенера от 45 °. С придобиването на опит всеки заварчик избира за себе си най-удобния ъгъл на наклон на инструмента, като взема предвид различните ситуации.
Motion Burner
За формирането на висококачествен шев има много начини за движение на факела.
- За метали с дебелина 1-2 мм приложено вълнообразно зигзаг движение. По този начин дъгата улавя и двата листа метал и няма време да го изгори. В резултат шепът е запечатан и издръжлив.
- За заваряване метали с всякаква дебелина прилагайте прав шев, като изключвате всяко движение отстрани. Но в този случай операторът се нуждае от известно преживяване, така че при преместване на горелката дъгата да действа равномерно върху двете свързани части.
- Ако идва работа метал с дебелина по-малка от 1 мм, е необходимо да се намали текущата сила и скоростта на подаване на тел, както и да се използва тел с по-малък диаметър. Заваряването трябва да се извършва в къси импулси, като между тях се поставя пауза от около 1 секунда. Необходима е пауза за охлаждане на метала и изтичане на следващите сегменти в монолитен шев.
- Ако е чифтосване дълги, тънки детайли, тогава заваряването се извършва с къси сегменти или точки, разположени на определено разстояние. Също така, за да избегнете деформация на частите, можете да готвя алтернативно, къси сегменти, с различни краища на чифтосващия сегмент.
Скорост на заваряване
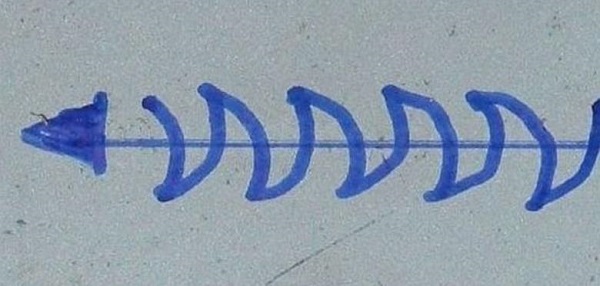
Това е скоростта на движение на електрическата дъга по протежение на интерфейса на частите и се контролира от оператора на полуавтоматичното устройство. Скоростта на движение на инструмента трябва да съответства на напрежението на дъгата, скоростта на подаване на кабела, дебелината на метала и изискваната форма на шева. При високи скорости на движение на горелката се образуват много спрейове, защитният газ остава в бързо втвърдяващия се шев и предизвиква образуването на пори в него.При бавна скорост на движение на горелката в материала се образува прекомерна електрическа дъга, която може да я изгори. Освен това при свързването на масивни части дебел шев. Следващата фигура показва как изглежда шевовете при различни скорости на горелката.

Дебит на газа
Захранването с газ трябва да е достатъчно, за да осигури раздуващ проводник. При слаб газов поток шевът няма да бъде защитен от окисляване. Но дори и при високи скорости на потока, защитата ще бъде недостатъчна благодарение на поява на турбуленция, Всички тези отклонения от нормата правят шева порест и крехък. Ето защо е много важно да се постигне гладко газифициране, така че потокът да не предизвиква турбуленция и напълно да предпазва мястото за заваряване.
Дължина на проводника
Телто, преди да докосне метала, трябва да излезе от върха с 6-13 мм. От тази стойност зависи съпротивлението и температурата на тази част от електрода, Колкото по-силен е обхватът на жицата от върха, толкова по-малък ще бъде размерът на дъгата. В резултат шевът е дебел и тесен, с ниско проникване в метала.Ако дължината на инструмента е намалена, проникването на дъгата в метала ще се увеличи и шевът ще стане по-тънък и по-широк.
полярност
Чрез полярност в заваръчното оборудване се има предвид посоката на тока в неговата верига, При директна полярност, към захранващия кабел се подава отрицателно заряд и върху заварената част се прилага положителен заряд. С обратната полярност, обратното е вярно: телта е плюс, а детайлът е минус.
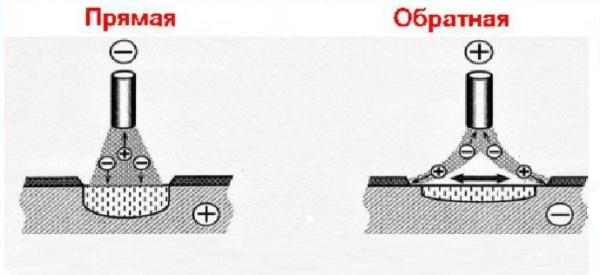
Това е важно! При работа без защитен газ, тел с обработен поток използва метода на директна полярност и газ-обратна полярност.
Звук при заваряване
Слушането на звуците от заваряването е важно, особено за начинаещите при ученето. Правилният звук при заваряване с полуавтоматично устройство прилича на звука на печене на месо в тиган. Когато се чуе звук "съскащ", това означава, че има баланс между текущите настройки и скоростите на подаване на тел и газ. Промяната на звука, когато устройството работи, може да се повлияе от:
- лош контакт между скобата за тегло и частта;
- наличието на замразен спрей върху върха на горелката, предотвратявайки нормалния поток на газ;
- лошо почистване от ръжда или зоната на боядисване.
Мерки за безопасност при работа
По време на работата със заваръчното оборудване е необходимо да се спазват следните мерки за сигурност.
- Заварчикът трябва да предпазва всички части на тялото от пръски от горещ метал върху тях. За това използвани работни дрехиплътно покриващи откритите участъци на тялото, както и предпазни ръкавици. Облеклото трябва да бъде направено от плътен материал, който да издържа на навлизането на горещи пръски. В никакъв случай дрехите не трябва да бъдат изработени от синтетични влакна, които при излагане на високи температури започват да се разтопяват. Такъв материал незабавно изгаря, което може да причини изгаряния на заварчика.
- Тъй като при заваряването се получава твърдо ултравиолетово лъчение, е необходимо да се предпазват очите от него маска с тонирано стъкло, Не толкова отдавна, на пазара се появиха маски с "хамелеонско" стъкло, което потъмня, когато се появи ярка светлина. Също така, други части на тялото трябва да бъдат защитени от ултравиолетова светлина.
- Обувките трябва да са затворени, за да не падат горещи пръски в нея.
- В помещението, където се извършва заваряването, трябва да има принудителна или естествена вентилация (наличието на прозорци, които могат да бъдат отворени). Вдишването на дим и дим, образуван по време на процеса на заваряване, има вредно въздействие върху човешкото здраве.
/rating_off.png)











