Острието на лентовия трион
Лентовите триони за дърво и метал се използват широко в условията на производство и живеене от занаятчии. Главният инструмент за рязане на тези единици е лентов трион, който се износва с течение на времето и изисква заточване или замяна с нов. Трябва да знаете, че не само качеството на обработката на материалите, но и производителността на устройството като цяло, зависи от правилния избор на ножа за машината за рязане на ленти.
съдържание
Избор на острие за метални лентови триони
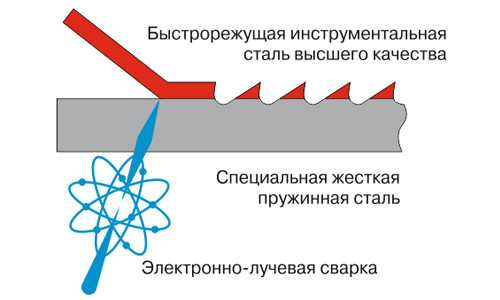
Режещото острие за този тип трион е лента с определен брой зъби, заварени под формата на пръстен, Основата на лентата е направена от пружинна стомана, която има висока степен на еластичност.В основата, върху която се извършва фрезоването на зъбите, се заварява лента, изработена от високоскоростна стомана.
Всяка лента видя за метал, а не само има етикет, Например, маркировката M42 20 x 0.9 x 2362, 8 / 12TPI, е както следва:
- M42 - материалът, от който са направени лентовите зъби;
- 20 - тази стойност показва ширината на лентата, мм;
- 0.9 - дебелина на инструмента, mm;
- 2362 - дължина на кръг от лента за трион, mm;
- 8 / 12TPI - стъпка на зъб върху лентата на триона, на инч.
Могат да се правят резачки други материалиНапример от M51, PQ, TSX и др. M42 има висока устойчивост на износване и има твърдост на ръба 67-68 HRC. Следователно, триони от такъв материал могат да се използват за рязане на стомана с твърдост не повече от 45 HRC. Пневматичните триони M51 са по-устойчиви на абразивно износване, отколкото споменатите по-горе. Твърдостта на ръбовете на резачите на тези триони вече е равна на 68 HRC, благодарение на която този отрязък отрязани неръждаеми стомани, както и стомана, характеризиращи се с висока якост и топлоустойчивост. Освен това материалът M 51 ви позволява да отрежете дебели стоманени заготовки, т.е. части с голямо напречно сечение.
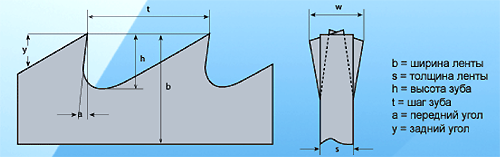
При избора на лентов трион трябва да се обърне специално внимание не само на материала, от който се произвеждат ножовете, но и на тяхната стъпка,и също - геометрия.
Стъпка на зъбите
Това е разстоянието между краищата на два съседни резача.
Една голяма стъпка зарежда двигателя на устройството по-силно и дава лошо качество на рязане. Малката стъпка на резачите води до по-продължително рязане, увеличава разходите за енергия, но дава чист разрез с гладка повърхност.
За рязане на листов материал, тръби (тънкостенни) и профил, трябва да изберете нож с минимално разстояние между режещите елементи (с 1 инч). Но ако искате да отрежете голям заготовка твърд металНеобходимо е да поставите острието с най-голяма височина на резците. Колкото по-малки зъби (на инч) ще имат такелаж, толкова по-дълбоко ще се образува жлебът. Поради това разрезът е по-малко запушен с чипове. Също така, голяма стъпка на зъб върху инструмента подобрява работата на апарата.
Височина на зъба
Височината на инструмента е разстоянието от най-ниската точка на кухината между зъбите до горната част на режещия елемент. Поради наличието на кухина чиповете се премахватобразувани при рязане на метал. Височината на зъба трябва да е достатъчна, така че кухината да не се запушва с чипове, а процесът на рязане се извършва без затруднения.Освен това недостатъчната височина на зъбите причинява прегряване на острието, в резултат на което на него могат да възникнат микроструктури.
Предни ъгъл на зъба
Ъгълът на наклона или ъгълът на заточване са отговорни за степента на захващане на лентата за материала на детайла. Големият ъгъл на заточване няма да позволи да се постигне висока точност при рязане на метал. В същото време малък ъгъл ви позволява да осигурите добро качество на нарязването, но намалява ефективността на инструмента.
Избор на острие за лентови триони на дърво
Преди всичко, за да изберете правилния нож за групата, трябва да погледнете инструкции за вашата машина, Той ще покаже всички параметри на лентовите триони, които могат да бъдат зададени на този модел оборудване (максимална и минимална ширина на лентата, както и нейната дължина). Дължината на платното трябва да бъде точно както е посочено в паспорта на устройството.
Ширина на приплъзването
Ширината на колана се избира въз основа на операциите, които ще се извършват на машината. Също така широчината на лентата ограничава не само ширината на ролката, но и нейния диаметър. С малък диаметър на ролката широката лента, монтирана върху нея, ще се счупи и в крайна сметка ще се спука. Ето защо за всяко устройство има ограничение за ширината на модула.
За прави изрязване обикновено използват триони с широчина от 20 до 30 мм. Разбира се, на кръгова машина можете да направите надлъжно рязане по-бързо и по-точно. Но има ограничение на височината, което не е равно на повече от 80 мм. На лентови триони е възможно да се обработват детайли с височина до 200 мм и повече.
Но основната задача на лентовите агрегати е фигурно изрязване, Най-малката инструментална екипировка, която може да се монтира на лентов трион, е лента с широчина 3 мм. Тя разрязва кръг със същия радиус.
Колкото по-голяма е широчината на лентата, толкова по-голям е минималният радиус, който може да бъде изрязан с нея. Например лента с радиус на рязане 12 мм, по-малка от 60 мм, няма да работи. И за ширина на лентата от 25 мм, минималният радиус ще бъде около 100 мм.
Средно ширината на ножа трябва да бъде три пъти по-малка от необходимия радиус на рязане върху детайла. Следователно оборудването е избрано в съответствие с задачите.
Стъпка на зъбите
Показва се с число, показващо броя резици на инч. Извежда се цифровата стойност на стъпката преди съкращението TPI, При избора на стъпка трябва да се има предвид:
- каква е дебелината на детайла;
- каква е твърдостта на материала на детайла;
- това, което искате да получите чистият край на частта след рязане.
За да се реже ефективно пластмасата и нарязаното дърво, лентата трябва да има най-малко три фрези на инч. Колкото повече резци ще бъде един инч, толкова по-добре ще бъде намаляването. Но това ще намали скоростта на подаване и ще намали граничната стойност на дебелината на детайла.
По стъпалото на зъбите лопатките са разделени на два типа: "прескачане" и "редовно". Тип кърпи "прескачане" има стъпка от 3 до 6 TPI. Между зъбите има място за ефективно отстраняване на стърготините, тъй като тяхното лошо отстраняване намалява качеството на рязането. Тип платна "обикновен" има зъби, оформени като триъгълник. Те се поставят върху оборудването на стъпки от 10 TPI и повече. Този тип зъби няма достатъчно място за бързо отстраняване на чиповете. Поради големия брой режещи елементи, рязането на такава мрежа е съвсем чиста. Инструментът може да се използва за рязане на заготовки с малка дебелина и от твърди материали.
Тези видове картини имат следните характеристики.
- 3 TPI "пропуснете". Платното се използва за грубо рязане на дърво дебел, Скокът произвежда трион по протежение на влакната. За да подобрите качеството на рязане поне малко, можете да опънете касетата до максимум на машината и да намалите скоростта на подаване.

- 4 TPI "пропуснете". Това е универсална инструментална екипировка за рязане по дължината на влакната. Този тип остриета може да се нарязва на повечето дървесни видове, включително заготовки с много възли. Ако е добре да дърпате триона и да намалите подаването, качеството на рязането ще бъде близо до финала.

- 6 TPI "пропуснете". Това е краткотрайно общо предназначение, Тя държи заготовки с дебелина до 50 мм (по дължината на влакната) и дърво по влакната до дебелина до 150 мм. Тези номера са предназначени за рязане на материали с нормално подаване към триона. Ако храната се намали, възможно е да се обработят части с по-голяма дебелина. Този трион осигурява красиво качество на нарязването и е подходящ за почти всички видове дървесина.

- 10 TPI "редовно". Остриетата се използват за рязане на листови материали (ПДЧ, шперплат, MDF и др.) За рязане на цветни метали и пластмаси. Но при обработката на метални заготовки е необходимо да се намали скоростта на движение на инструмента. Не всички машини имат такава възможност.

- 14 TPI "редовно". Можете да изрежете шперплат, MDF, ПДЧ и пластмаса. Що се отнася до естественото дърво, неговата дебелина не трябва да бъде по-голяма от 25 мм. Най - чистият разрез на тази мрежа се получава с минимална скорост на подаване, Също така, този инструмент може да изреже меки метали при ниски скорости на лентата.

Форма на рязане
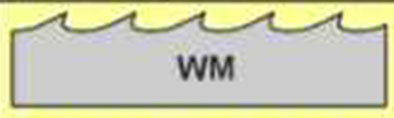
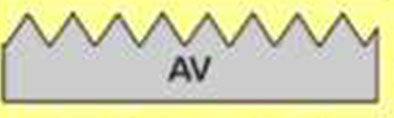
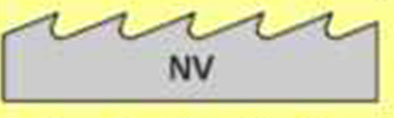
Ножовите остриета могат да имат следните профили на зъбите.
- WM. Стендът, който има този профил на режещия инструмент, е предназначен за рязане на меки и твърди дървесни и дървесни видове е универсален, Профилът се използва при триони с широчина не повече от 50 мм.
- AV. Профилът на зъбите е разрешен за работа с твърда дървесинавключително замразени. Също така такива триони могат да произведат напречно рязане на материала.
- NV. Нанася се върху ленти с ширина до 30 мм, за които може да се използва фигурно рязане всички дървесни видове.
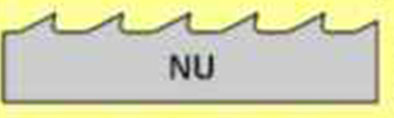
- НУ. Профилът има голяма куха. Използва се за рязане мека гора.
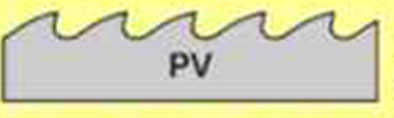
- PV. Този профил се използва при широчина на инструмента над 50 мм. Благодарение на PV профила, триони имат добра стабилност при рязане на иглолистна дървесина.
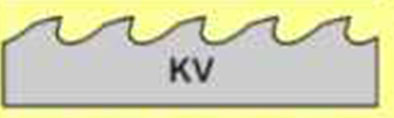
- КВ. Използвайте широки ленти (до 80 мм) за рязане на мека дървесина.
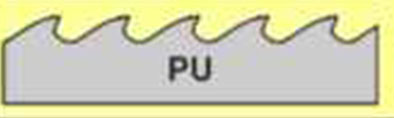
- PU. Използва се за рязане масивно дърво върху ленти с широчина по-голяма от 80 mm.
Разположението на зъбите
Зъбите на трионите се развеждат, за да се намали триенето на ножа върху детайла и да се предотврати заглушаването му. Ширината на рязане трябва да надвишава дебелината на оборудването с около 30-60%.
Разположението на резците може да бъде от три вида.
- Класическо оформление, Зъбите се сгъват в различни посоки последователно и на същото разстояние.
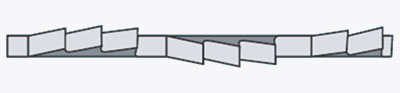
- Отрязване на оформлението.
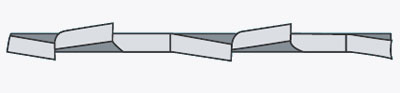
На всеки два зъба, следващият (третият) не се огъва и има формата на трапец. Режещият инструмент се намира в центъра на инструмента и определя посоката на целия лентов трион. Това оформление се използва за триони, работещи с твърди материали.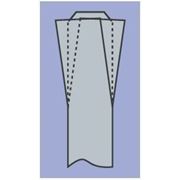
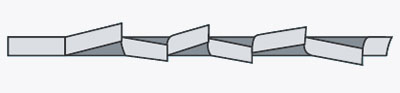
- Wave оформление считано за най-трудно. Резитрите са огънати във формата на вълна в различни посоки.
Важно е да знаете, че докато правим оформлението на зъбите, не всички инструменти са огънати, но тяхната част: от 1/3 до 2/3 от разстоянието от върха на зъба. Всеки производител на инструменти препоръчва свое собствено отклонение на зъба отстрани. Но средно е в диапазона от 0,3 до 0,7 мм.
Колкото по-мек е материалът, толкова по-силен е триокът да бъде отгледан и обратно. Но е невъзможно да се позволи такова окабеляване на резци, така че в центъра на среза да не се нарязват секции. Трябва да се внимава зъбите да се отклоняват отстрани. на същото разстояние, Ако окабеляването е неравномерно, тогава лентовият трион ще се премести встрани, където зъбите имат по-силен наклон.
Заточване на лентови триони
Разбира се, по-добре е да наточвате лентов трион на специална машина, в специализирани работилници. Да, и професионалните заточващи триони са евтини. Но ако по някаква причина нямате възможност да носите острилка, инструментът може да бъде редактиран независимо.
Заточващи лентови триони, произведени от малък файл или файл на предния и задния ръб на резеца с няколко движения (3-4) за всеки зъб.

Също така лентата видях да се изострят използвайки гравьоркато се използва инструмент, предназначен за заточване на верижни триони.


Оборудването се вкарва в гравьора, а резецът се заточва с нежни движения в горната част на резеца.

Не е необходимо да държите силен метал, просто го озарявайте.
Също така можете да опитате да изострите и метални триони, Обикновено те не се изострят, тъй като режещата част на тези ленти е било биметална или има зона на охлаждане. Зъбите на тези ленти работят, докато се разпаднат и може да има микроструктури.Ако те са обкръжени, те ще започнат да се разпадат по-бързо или ще започнат да намаляват още по-зле.
/rating_off.png)











