Аксесоари за кръгли, митерни и сабленови триони
Дисковият диск е неразделен елемент на всеки мотор. Инсталира се както върху ръчните режещи инструменти, така и върху неподвижното оборудване. Има много видове дискове, които се различават по формата на режещите зъби, ъгъла на тяхното заточване, диаметъра и материала, от който са направени. От правилния избор на оборудване за определен тип материал зависи от производителността на инструмента, качеството на среза и безопасността на оператора.
съдържание
Как да изберем дискове за циркулярни и ъглови триони
Трябва да знаете, че смяната на типа диск на трион може да се справи с следните материали:
- меко и твърдо дърво;
- материали на основата на дърво (MDF, MDF, ламинирана ПДЧ, OSB, шперплат, ламиниран паркет и др.);
- естествен и изкуствен камък;
- цветни метали;
- пластмасови изделия;
- метални изделия (гофрирани, тръби, метални профили, фитинги и др.).
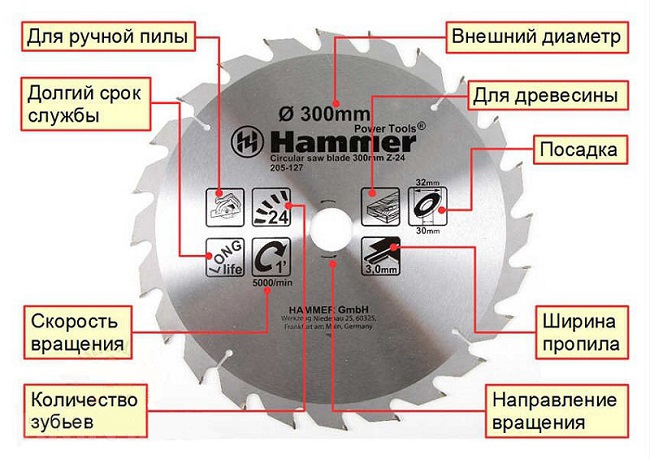
Всеки инструмент за рязане има определени характеристики, които трябва да се имат предвид преди употреба.
Външен диаметър
Диаметърът на монтирания режещ инструмент не може да бъде по-голям от вътрешния диаметър на защитната обвивка, В различните модели на апаратите покривите могат да имат както малки, така и големи размери. Дискът с голям диаметър няма да падне под корпуса с по-малък вътрешен диаметър. В същото време можете да инсталирате малък диск под голям корпус, но в същото време значително намалена безопасност при използването на уреда.
Дълбочината на рязането зависи от външния диаметър на оборудването. Но следва да се вземе под внимание следният модел: колкото повече оборудване се потапя в детайла,толкова по-голямо е натоварването на мотора на апарата.
Диаметрите на дисковете за ръчен циркуляр могат да бъдат в диапазона от 130-250 мм.
Диаметър на отвора
Много е важно диаметърът на вала на машината и на дисковата седалка да съвпадат помежду си. Някои видове оборудване за рязане имат допълнителни отвори за твърдо закрепване върху щифтове. Оборудването обикновено има седалки от следните размери: 16, 20, 22, 30 и 32 мм.
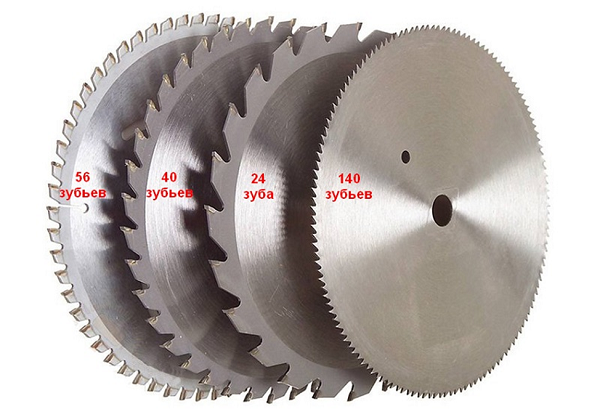
Брой зъби
Този параметър се отразява чиста манипулация с материали и ефективност, Колкото по-малко зъби са инструментите, толкова по-бързо парчетата се отрязват поради по-доброто отстраняване на чипа. Но намаляването на броя на резците води до намаляване на качеството на среза. Увеличаването на броя на зъбите, съответно, подобрява качеството на среза. Но заслужава да се знае, че колкото повече зъби има инструментът, толкова по-голям е натоварването, което се получава от електрическия мотор на апарата. Обикновено оборудването за циркулярни триони е разделено на 3 групи:
- от 80 и повече резеца - голям брой;
- от 40 до 80 резци - средния брой;
- от 10 до 40 зъба - малко количество.
За всяка конкретна задача оборудването се избира с необходимия брой режещи елементи:
- максималният брой зъби, необходими за рязане на дървесината през влакната;
- за рязане по дървесни влакна е по-добре да използвате инструмент с малък брой резци (до 60).
Зъбния наклон
Оборудването за ръчни или стационарни циркуляри има разлика в ъгъла на наклон на зъбите. То е отрицателно и положително по отношение на радиуса на диска.
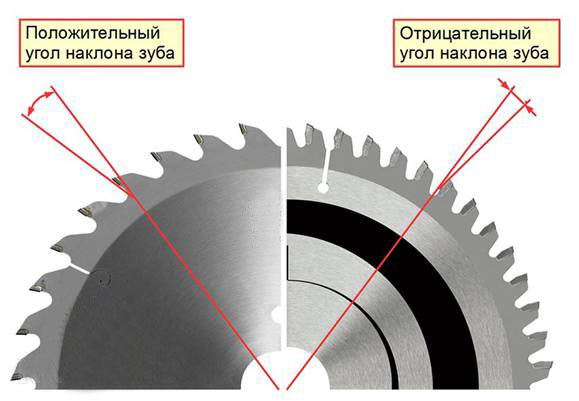
Ъглите на наклона на резеците могат да бъдат както следва;
- ъгли от 5 до 15 ° се считат за стандартни;
- ъгли от 15 до 20 ° се наричат агресивни (положителни);
- ъгли от 0 ° до -5 ° се наричат нормални (отрицателни).
За шлифовъчен трион Обикновено се използват дискове с нулев или отрицателен наклон на резеца. Това се дължи на факта, че работната част на инструмента влезе в детайла по различен път от циркуляра, монтиран върху ръчния инструмент или върху машината. диск с нулев или отрицателен наклон на резачите, като притиска върху обработвания детайл отгоре и надрасква материала. В този случай детайлът остава неподвижен, почивайки върху ограничителя, което не позволява на диска да го избута.

Ако инсталирате подобен диск на кръгъл, тогава ще бъде доста трудно да направите надлъжно рязане. Трионът ще започне да избутва обработвания детайл, режещите елементи ще бъдат запушени с дървени стърготини и ще се получи претоварване на двигателя на уреда.
Особено опасно е да се инсталира инструмент с отрицателен наклон на резците върху ръчните циркуляри, тъй като поради обратен удар ще бъде трудно да държите инструмента в ръцете си.
За циркулярни триони е по-разумно да се използва спусък с положителен ъгъл на наклон на зъбите. В този случай фрезите, които са под определен ъгъл спрямо повърхността на детайла, ще се сблъскат с него като с равнина, като теглят детайла под тях.
Конфигурация на кофата
Целта на диска може да бъде намерена въз основа на конфигурацията на резците.
- Правите заострени зъби ви позволяват да изрежете дърво бързо, но в същото време мръсно.
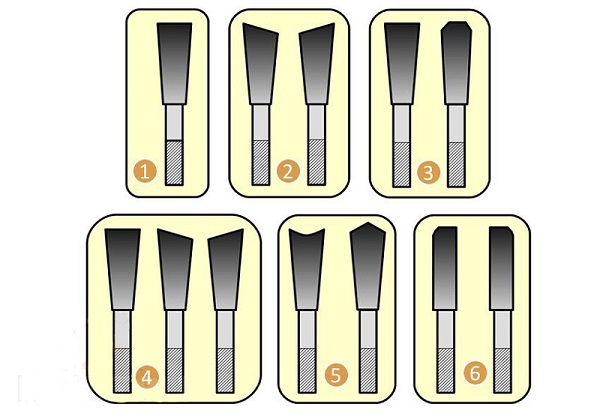
- Зъбите, които имат алтернативен наклон в различни посоки, ви позволяват да нарязвате дървесината в различни посоки, но не може да устои на натоварванията при удар.
- Комбинацията от трапецовидни и плоски зъби позволява избягвайте раздробяването върху горните слоеве на материала, например при рязане на ПДЧ и пластмаса.
- Комбинацията от зъби с три вида заточване увеличава скоростта на рязане и осигурява добро чисти ръбове при рязане както на меки, така и на твърди материали.
- Редуването на триъгълни зъби и зъби с вдлъбнато режещ ръб ви позволява да изрежетеламинат без предварително набиване.
- Назъбените щифтове с широки гръбчета могат да издържат удряне на цимент и нокти на режещата линия.
рязане метален диск за циркулярен трион има малко по-различна конфигурация на зъба.

Поради тази геометрия на резачите и материала, от който са направени (керамично метално запояване), производителността на инструмента се увеличава, вибрациите се намаляват и процесът на метално рязане се извършва без искри.
Дебелина на диска
Дебелината на модула зависи от това ширина на ширината, Стандартната дебелина на режещия диск е 3,2 мм. Важно е да се вземе предвид при производството на мебели, например, когато се изтегля лист. Освен това зависи от дебелината на диска сила, Тънките инструменти се прегряват бързо при тежки условия на работа. Оборудването с голяма дебелина се различава в издръжливостта, но обработва голямо количество материал в стърготини.
Тип диск
Дискови триони се случват монолитни и твърди сплави. В производството твърди дискове Използва се плоча от твърд метал, чийто материал е високо въглеродна или високоскоростна стомана.Тези дискове са подходящи за рязане на полимери и дърво. Предимствата на монолитните дискове включват следното:
- ниска цена;
- лекото заточване на ножовете (може да бъде заострено независимо, без да се използва сложно оборудване);
- възможността за многото заточване, като по този начин се увеличава експлоатационният живот на инструмента.
Материални платна за карбидни дискове служи като инструментална стомана. Но самите инструментални зъби са подсилени чрез запояване от материал от твърда сплав. Това решение дава на режещия инструмент редица предимства:
- чисто нарязване;
- няма нужда от разстояние между зъбите;
- е възможно разрязване на твърди материали;
- след режене резците имат по-дълъг живот от зъбите от високоскоростна стомана;
- висока скорост на рязане;
- надеждност в работата;
- широка гама, която ви позволява гъвкаво да избирате оборудване за различни видове работа.
Но карбидните дискове имат недостатъци. Може да се отбележи високата цена и фактът, че заточването се извършва само на специални машини.
Дискова конструкция
При избора на аксесоари за циркулярни триони трябва да се вземе предвид качеството на продукта, за което можете да научите, като внимателно инспектирате диска. Добрите триони за дърво са лазерно изрязани от листова стомана и внимателно балансирани и полирани. Знаци на операциите, извършени на диска, могат да се видят, ако погледнете повърхността му на светлина. Ще има видими радиални маркировки, оставени от шлифовъчната машина, които се различават по цялата тъкан, започвайки от монтажния отвор. Бюджетните триони нямат такива марки, което показва липсата на балансиране.
Заслужава внимание и качество на смилане, Тялото на диска не трябва да е грубо, но има гладка повърхност. На зле полирани Snap-in ще залепи смола, съдържаща се в дървесината, и възпрепятства процеса на рязане.
За да се компенсира разширяването на метала при нагряване, както и за намаляване на шума и загасване на вибрациите на диска, в неговата равнина са направени радиални прорези.

На по-скъпо оборудване с помощта на лазерен тънък спираловидни слотове, като върху повърхността на диска се полага защитен слой.

Качественият диск за циркуляра не е маркиран с боя, всички надписи върху неговата повърхност са нанесени лазерни гравюри, От етикета можете да научите много информация.Кое от тях е показано на следващата фигура.
Как да заточите диск със собствените си ръце
За заточване на циркулярен трион се вземат предвид четири основни ъгъла:
- α е ъгълът на наклона;
- γ е ъгълът на наклона;
- β е ъгълът на скосяване, даден от задния и предния ъгъл (β = 90 ° -γ-α);
- Ɛ1 и Ɛ2 са ъглите на скосяване на предната и задната равнини.
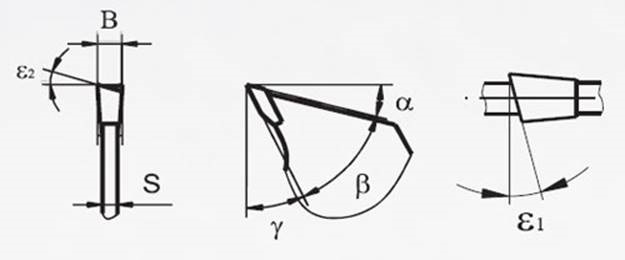
Ъгълът на заточване на инструмента се избира според типа материал, който ще се обработва, и в посоката на рязане, което е много важно при рязане на дървесината. За да режете дървените влакна, инструментите трябва да имат зъби с достатъчно голям ъгъл на наклона (от 15 ° до 25 °). За рязане на влакна се изисква ъгъл на наклона (γ) от 5 ° до 10 °. На универсалните триони, които ви позволяват да нарязвате както по дължината на дървото, така и навътре, ъгълът на наклона на режещия инструмент е със средна стойност равна на 15 °.
Отрицателната стойност на предния ъгъл се използва за инструменти, които ще трябва да изрязват пластмасови, цветни метали и да са изправени пред дървените заготовки.
В допълнение, ъгълът на заточване се влияе от материална твърдост, Конусът на зъба (β) трябва да бъде намален, преди да се режат твърдите материали.
Правила за заточване
Най-често карбидното запояване се носи по горния му ръб. С течение на времето тя се смила и закръглява с приблизително 0,1-0,3 мм. Предната част на резеца също се износва. Не трябва да се допуска силно замазване на режещите елементи, тъй като за да се изравнят ръбовете, е необходимо да се смила повече материал от инструмента. Фактът, че инструментът е време за заточване, може да се определи от вида на ръбовете на резците и от качеството на среза: има разкъсани ръбове с голям брой чипове.
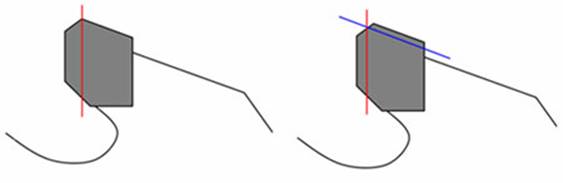
С правилното задържане на мелените мерки става възможно да се натоварят резачките около 25-30 пъти. Това ще гарантира необходимата острота на режещия ръб. За да се постигнат такива резултати и значително да се удължи експлоатационният срок на оборудването, се препоръчва да се заточи зъбът по задната и предната равнина, Разбира се, можете да смилате и една равнина на зъба, но броят на опитите в същото време намалява с 2 пъти. Фигурата по-долу показва как смилането на зъб по протежение на едната и двете равнини оказва влияние върху степента на заточване.
При заточване на резеца се препоръчва последният да се извърши с абразив върху задната равнина на зъба.Средно количеството на смилане на метала на зъба трябва да бъде в диапазона от 0,05-0,15 mm.
Преди да започнете процедурата за заточване, е необходимо да премахнете всички замърсявания от ножа на триона и да разберете стойностите на ъглите на заточване, които обикновено са показани на инструмента.
Заточване на диска у дома
Дискови триони обикновено са заточени на специална машина. Купуването на подобна машина за къщата няма смисъл, ако няма да отворите инструмент за заточване на бизнеса за циркулярни триони.
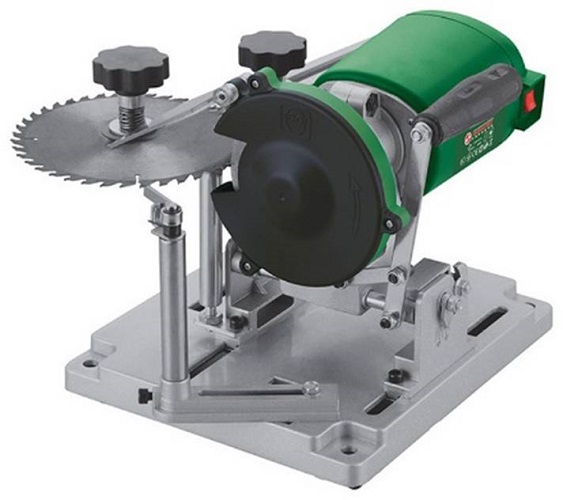
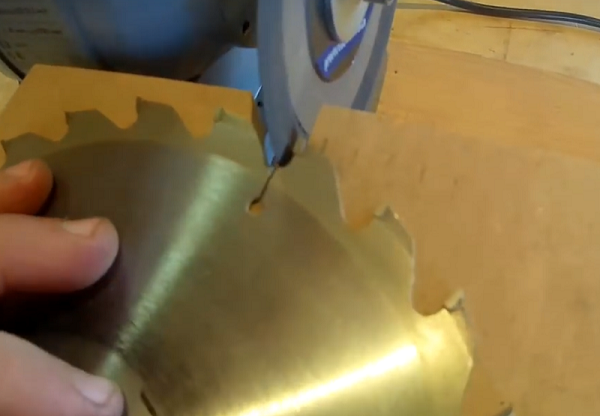
Но как да заточи циркуляр без професионално оборудване? За да заострите режещия диск със собствените си ръце, ще ви е необходимо наличието на:
- машината за шлайфане (за тази цел е възможно да се адаптира българското);
- абразивно колело (по-добре, ако е диамантено антена за заточване);
- просто приспособление, което може да бъде направено от парчета от ПДЧ.
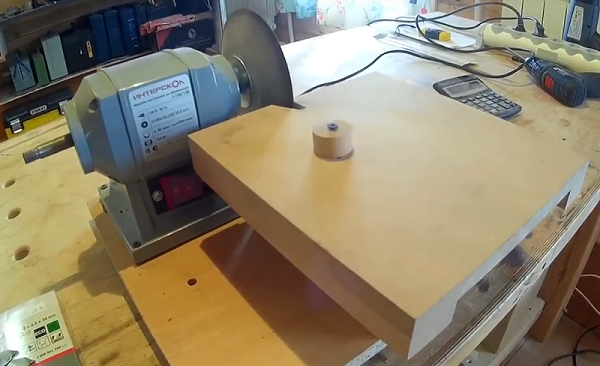
Последното устройство е маса, състояща се от движещ се горно каре и фиксирана основа. Следната снимка показва основата без карета.
За да може каретката да се движи правилно, в хоризонталната равнина, покрай ръбовете й, можете да закрепите летвите или да ги монтирате върху мебелни телескопични релси.Освен това в определено място на каретата (експериментално) е монтирана шайба с диаметър, съответстващ на отвора за монтаж на инструмента.

Дисковият диск се поставя върху тази шайба и заедно с каретата се придвижва към диамантения кръг.

За дори заточване е възможно да се завинте между два зъба (вляво и отдясно на шлифовъчното колело) с помощта на винт, който ще служи както за спиране, така и за спиране.
След като се редактира първият резач (препоръчително е да маркирате с маркер), каретата се отдалечава от диамантеното колело, дискът се премества от един зъб по продължение на спирачките и заточването на циркуляра продължава.
Ако искате да отрежете зъбите под ъгъл, можете да поставите тънка лента с подходяща дебелина под масата от едната страна и да я заострите през един зъб. Освен това дъската е затворена под другата страна на масата и операцията се повтаря върху нереализирани резци.
Видове сабленови триони
Режещият инструмент на гребния трион е острие, което е плоча, изработена от специални сплави с висока якост, която има режещи зъби от едната страна. С помощта на различни видове кърпи можете да правите разфасовки без раздробяване и изрязване с максимална точност.
Формата на зъбите
Формата и размерът на зъбите на острието зависи от чистотата на рязането и скоростта на рязане. Също така за обработка на някои видове материали разработи специална форма на ножове. Така че сабята триони могат да имат следните форми на зъбите.
- М-образни зъби, Платното е с фрезовани ножове, които позволяват да се намали материал както по предния, така и по обратния път. Такелажът се използва за рязане на черни и цветни метали, неръждаема стомана и дърво, особено ако съдържа метални частици, както и различни видове пластмаси.

- Остри, смлени, с променлива стъпка зъби, Острието има разведени ножове и се използва за директно рязане на всички видове дървесина, включително тези с метални частици.

- Гофрирани фрези, Оборудването се използва за рязане на метал до 2,5 мм и всички дървесни видове с метални вложки.

- М-образна, наклонена, с променлива стъпка, Това е универсално и високопроизводително оборудване с разведени зъби. Проектиран за рязане на всички видове дървесина с метални примеси и за рязане на метал до 2,5 мм.

- Малки, смлени, разведени фрези, Платното се използва за директно рязане на метални изделия с дебелина не повече от 1,5 мм.

Освен това картините се различават по отношение на материала, от който са направени, както се вижда от маркировките, приложени върху всеки тип оборудване.
Маркиране на платна
Ножовете на Saber са изработени от следните материали.
- HCS. Тази маркировка показва, че основата на инструмента е висока въглеродна стомана. Трионите са предназначени за рязане на дървесина и продукти на базата на него, както и пластмаса и каучук.

- HSS - това е инструмент за високоскоростна стомана. С него можете да работите с цветни метали, както и с листов лист и профилен метал.

- BIM - това е биметална сплав, която е комбинация от силни и гъвкави стомани HSS и HCS. Тези остриета имат дълъг експлоатационен живот и се използват за рязане на газобетон, както и за рязане с нокти.

- HM / CT - това е карбидна инструментална екипировка. Трионите се използват за рязане на порести и абразивни материали: конструкции от бетон, фибростъкло и стъклопласт, газобетон и плочки.

- CV - Това е хромо-ванадиева сплав. Изработеното от него оборудване се характеризира с висока износоустойчивост и се използва за пластмаси и дървесина от всякакъв вид.

Критерии за подбор
При избора на платно за саблетен тип единица е необходимо преди всичко да се обърне внимание острието на инструмента, Закрепването на плата може да бъде едновременно универсално, подходящо за повечето модели модели и предназначено само за една марка саблени триони.
Също така от голямо значение размер на зъба, Големите зъби дават висока скорост на рязане, но не могат да осигурят добро качество на рязане. Ето защо, за да получите чист срез, използвайте инструмент с малък зъб.
Може да са и ножове от сабленено платно смлян или смлян. Snap, с полирани фрези, използвани за рязане на меки материали. За да се справите с метал или твърда дървесина, използвайте триони с фрезовани ножове.
Кърпи с разведени зъби се отличават с висока производителност, докато инструментална екипировка с вълнообразни резци обработва частта по-качествено.
/rating_off.png)











